[pms-logout text="Bienvenido, {{meta_user_name}}" link_text="Salir"]

Especial | Túneles y Obras Subterráneas
Diseño del revestimiento de las obras subterráneas de la central de almacenamiento por bombeo de Kidston (Australia)

Clare N. Onal
Ing. senior, CEng, Mott MacDonald Ltd., Túneles.

Dimitrios Litsas
Dr. Ing. civil senior, Mott MacDonald Ltd., Túneles.
Chris Pound
Director de Proyectos, CEng, Mott MacDonald Ltd., Tuneles.

Neil MacDonald
Director técnico Energía Hidroeléctrica. MIEAust CPEng, Mott MacDonald Ltd.

Rosa Díez
Directora Técnica de Europa de Túneles, Mott MacDonald Ltd, Túneles.

Francisco Juárez
Director Técnico, ing. caminos, canales y p., Mott MacDonald Ltd, Túneles
La mina de oro de Kidston fue clausurada en 2001, pero recientemente su cicatriz en el medio se ha transformado en un activo para el almacenamiento de energía y generación de electricidad para el Mercado Nacional de Electricidad (NEM) de Australia. Su esquema satisface la necesidad crítica de almacenar el exceso de energía renovable producida, al combinarse con una planta de 320 MW de generación solar enclavada en el mismo lugar, lo cual beneficia al equilibrio de la Red y al adecuado mix de generación.
Palabras clave: Almacenamiento energético, revestimiento, sostenibilidad, BIM.
The Kidston gold mine closed in 2001, but its enduring legacy could become into an energy storage and electricity generation for Australia’s National Electricity Market (NEM). The Kidston scheme will meet the critical need for affordable energy storage to balance the penetration of renewable energy into NEM’s generation mix, working in conjunction with 320 MW of solar generation at the same site.
Keywords: Energy Storage, Lining, Sustainability, BIM.

El proyecto de la central hidroeléctrica de almacenamiento por bombeo de Kidston en Queensland es el primer sistema de esta tipología que se desarrolla en Australia aprovechando un activo minero abandonado. en este caso una antigua mina de oro en desuso que se convertirá en una central de generación de energía renovable, produciendo no solo energía hidroeléctrica, sino también solar y eólica. En pleno funcionamiento, la central generará 250 MW de energía eléctrica, suficiente para abastecer el equivalente a 143 000 hogares. El proyecto creará alrededor de 500 puestos de trabajo directos, estabilizará la red local y desarrollará el potencial de energía renovable del norte de Queensland, contribuyendo al objetivo del gobierno australiano de obtener el 50% de la energía de fuentes renovables.
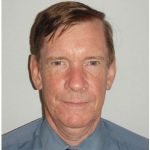
El complejo hidroeléctrico consta de un depósito superior aprovechando una corta minera existente, que es ampliada, y un depósito inferior, también existente. En el modo de generación el agua pasa desde el embalse superior a través de dos pozos de entrada verticales hasta una casa de máquinas subterránea, que contiene dos turbinas de bombeo. Los pozos de entrada son de 4 m de diámetro interno y 230 m de profundidad, revestidos de hormigón en su parte superior y de acero en la inferior, y conducen, a través de un codo curvo y una sección recta de 4 m de diámetro interno, a una tubería forzada revestida de acero con un diámetro que se reduce gradualmente hasta 2,4 m antes de llegar a la válvula de entrada principal en la central (véase imagen siguiente).
Desde allí, el agua se descarga al embalse inferior a través de dos túneles de descarga. La geometría de los dos circuitos de entrada es muy similar, aunque se realizaron algunas optimizaciones para reducir el gradiente hidráulico a los límites permitidos, en este caso limitados por la Unidad 1 por encontrarse más próxima a la caverna de la casa de máquinas.

Además de las conexiones hidráulicas principales, el proyecto implica la construcción de una serie de túneles y pozos adicionales auxiliares para el acceso permanente a la central, para la ventilación, y el cableado y para permitir la construcción de las obras subterráneas.
Mott MacDonald formó parte del equipo de asesoría técnica empleado por el cliente (Genex Power) para optimizar el diseño del proyecto identificando alternativas para reducir los costos y explorar la viabilidad de usar tecnologías alternativas, como el empleo de equipos de bombeo-turbinación de velocidad variable. Posteriormente, Mott MacDonald realizó junto a GHD el diseño de detalle y acompañamiento de la construcción para el consorcio constructor formado por McConnell Dowell y John Holland.
Esquema general de las obras subterráneas del proyecto

Beneficios del proceso de diseño desarrollado
Como principales logros del proceso de diseño acometido se podrían destacar:
Ahorro de costes. Mediante soluciones innovadoras y el desarrollo de herramientas digitales. El estudio de optimización y los cambios propuestos al concepto original fueron cruciales para la viabilidad financiera del proyecto.
Se lograron también ahorros adicionales al asignar las responsabilidades y los riesgos específicos a la parte con capacidad de mitigarlos de forma más eficiente; reduciendo los costos de: ingeniería, adquisición de bienes y construcción, mediante mecanismos eficientes para compartir y cuantificar el riesgo.
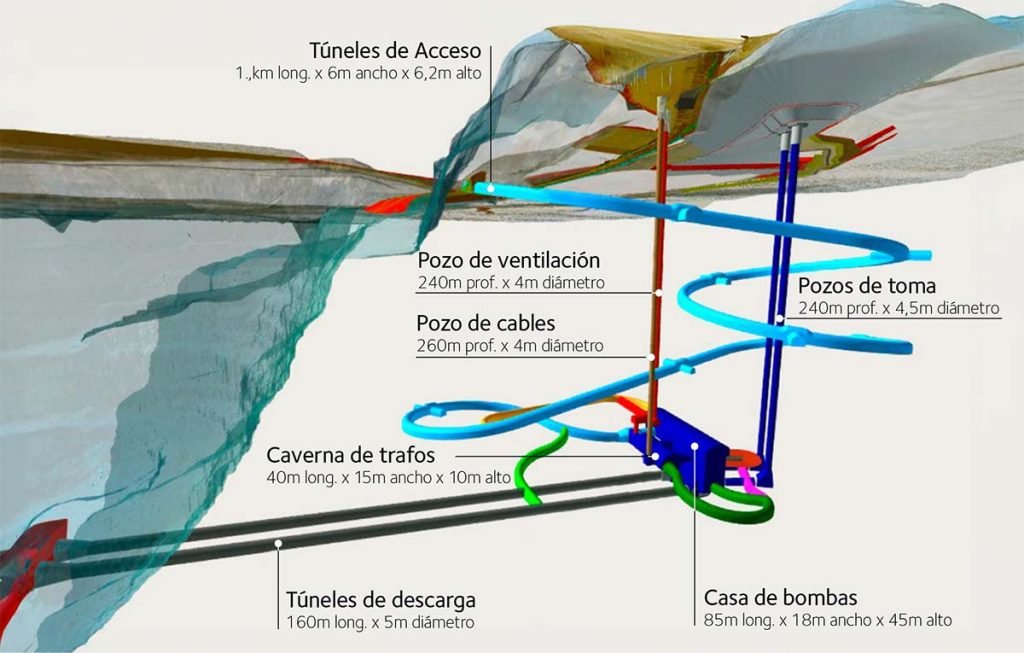
BIM. Los modelos integran los elementos desarrollados por los proveedores de equipos, turbinas y plantas, elementos electromecánicos, etc., proporcionando una “única fuente” a la que todos los miembros del equipo de todas las disciplinas, así como las partes interesadas —incluido el propietario— pueden acceder en cualquier momento y detectar cualquier inconsistencia (véase imagen de la derecha). Esto preserva la coherencia de los datos y garantiza que el diseño esté totalmente coordinado para todos los componentes del proyecto, facilitando su modificación a medida que se dispone de más información. La detección de conflictos está automatizada y hay un proceso de verificación y aprobación incorporado que ahorra tiempo y evita errores. De esta forma, el modelo BIM se constituye en un activo crucial para la futura operación y mantenimiento de la instalación.
Seguridad mediante diseño. El modelo BIM, integrado con otras herramientas digitales, permitió simular y testear las actividades de construcción, la instalación de pruebas de la planta y de los equipos, incorporando el uso de software de seguimiento de vehículos para el transporte de los elementos y su simulación, por ejemplo, de las maniobras de transporte de las unidades prefabricadas modulares a través de la red de túneles y de las diferentes obras subterráneas, confirmando el tamaño adecuado de las mismas.
DMFO. Se incorporaron soluciones modulares para la casa de máquinas subterránea, incluyendo un bloque de servicio modular estandarizado, escaleras de acceso y pisos; ello permitió la fabricación de ciertas partes en factoría y en un entorno controlado. Las soluciones se adaptaron a las condiciones ambientales y a la distancia del emplazamiento, con el objetivo de reducir el tiempo de construcción en obra y los riesgos de seguridad asociados.
Particularidades del diseño de detalle del revestimiento de los túneles de aducción
Respecto al diseño de detalle, el presente artículo se centra en la descripción de la parte correspondiente al circuito de aducción, destacando los siguientes aspectos:
- El uso de revestimiento de hormigón con fibras, junto con las medidas de mitigación implementadas, para reducir el riesgo de fisuración del hormigón.
- La consideración de la contribución de la roca al soporte de la estructura al evaluar el diseño del revestimiento de acero.
- El propio diseño del revestimiento de acero.
Geología e hidrogeología
Los pozos de entrada y los túneles presurizados se excavan en gneises con distintos grados de alteración, desde sanos a ligeramente meteorizados. La investigación del terreno indicó que se trataba de un macizo rocoso competente con una resistencia intacta de alrededor de 90 MPa, con baja frecuencia de discontinuidades, generalmente inferior a 3 por metro. El empleo de modelos en 3D generados con Leapfrog junto con la aplicación de las clasificaciones geomecánicas determinó que la mayoría de las obras subterráneas se enclavarían en macizos considerados como clases 1 a 3, con un pequeño porcentaje de clase 4, según la clasificación de Barton. Estas hipótesis fueron utilizadas en el diseño del revestimiento.
Por otro lado, los resultados de los ensayos de permeabilidad indicaron una permeabilidad típicamente inferior a 2 x 10-8 m/s para el macizo rocoso.

El proyecto implica la construcción de una extensa red de túneles y pozos auxiliares para el acceso permanente y operación de la central
Diseño del revestimiento secundario de hormigón
La roca, de calidad suficiente y baja permeabilidad, permitió que el diseño contemplase la adopción de un revestimiento con fibras, de 250 mm de espesor, y con una resistencia característica mínima de hormigón de 50 MPa, sin necesidad de ningún tipo de refuerzo de barras adicionales, logrando un acabado menos rugoso que optimiza su desempeño hidráulico.
Esta solución fue aplicada en toda la longitud del pozo, en la que además se especificaron orificios de drenaje en el revestimiento a fin de equilibrar las presiones de agua, internas y externas. Sin embargo, en los últimos 20 m inferiores, donde el conducto de hormigón conecta con la zona revestida de acero, el revestimiento fue diseñado como estanco, sin orificios de drenaje, actuando como transición entre la zona inferior revestida de acero y la sección permeable.
Los esfuerzos estructurales y las aperturas de fisura del revestimiento de hormigón, tanto para la zona permeable como para la estanca, se analizaron utilizando el software de elementos finitos Strand7, modelizando la interacción suelo-estructura mediante resortes elastoplásticos calibrados con las deformaciones obtenidas con el software de elementos finitos “geotécnico” empleado. Las comprobaciones estructurales se basaron en la normativa australiana (AS3600:2018) y mostraron que el revestimiento permeable no presentaría fisuración, excepto en el caso de que se obstruyesen los orificios de drenaje.
Para estudiar la fisuración de este caso, el revestimiento se verificó utilizando el método presentado por Fernández (1994), que permite considerar la colaboración entre el revestimiento de hormigón de túneles con presión de agua interna y la roca circundante.
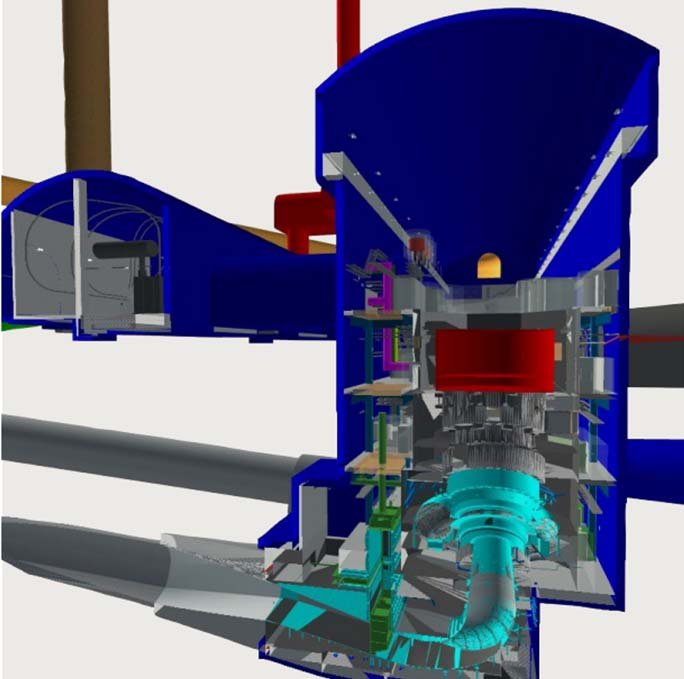
La imagen de la derecha muestra un estudio paramétrico realizado para investigar el efecto de la aplicación de un refuerzo con barras frente a la apertura de fisura y a la velocidad de infiltración de agua, asumiendo que la carga de presión externa del agua subterránea es igual a 100 m. Los resultados muestran que, aunque las proporciones de refuerzo más altas reducen significativamente el ancho de fisura, la reducción de la velocidad de infiltración de agua es mínima. Por lo tanto, se concluyó que no había beneficio real en proporcionar refuerzo en esta área, ya que la reducción de la pérdida de flujo de agua sería mínima. Los cálculos indicaron que, sin refuerzo, el ancho máximo de fisura sería inferior a 3 mm, que es el límite aceptable según Benson (1989). Esta consideración proporcionó un ahorro al proyecto, haciéndolo más sostenible al reducir la huella de carbono además de mejorar la seguridad de la construcción, al substituir el refuerzo de barras en el hormigón por macrofibras sintéticas.
Efecto de la cantidad de acero en la tasa de fuga de agua y ancho de fisura utilizando las recomendaciones de Fernández (1994)
Diseño del revestimiento secundario de acero
Debido a la elevada presión interna de agua y a la proximidad a la caverna de la casa de máquinas, las tuberías de entrada necesitan estar revestidas de acero.
El revestimiento de acero, de grado S350, se instalará en un túnel con forma de herradura. El sobreancho, de al menos 500 mm entre el revestimiento de acero y el perímetro de la excavación, se rellena posteriormente con hormigón en masa de resistencia mínima de 20 MPa.
Para lograr un diseño eficiente de la tubería forzada revestida de acero, se requiere considerar la contribución de la roca frente a la presión interna del agua; de esta forma se definieron tres regiones de diseño en función de la ubicación de la tubería: una zona donde la roca es considerada alterada-dañada, una zona de roca sana, y una zona en la que no hay contribución de la roca debido a la proximidad a la casa de máquinas. En el límite entre cada una de estas zonas se consideró una zona de transición.
Para el diseño del revestimiento de acero se tuvieron en cuenta las cargas de diseño típicas tales como: peso propio; presión interna para altura de presión interna estática (274 m) y transitoria (340 m); carga longitudinal resultante de un posible cierre de la válvula de entrada; presión externa durante la etapa de reducción del nivel freático; y gradiente de temperatura de 20 °C que induce a una deformación de hasta 0,5 mm en un tubo forzado de 4 m de diámetro.
Para evaluar la presión externa, se ejecutó un modelo hidrogeológico con varios escenarios. El caso crítico de diseño para el revestimiento de acero fue el de la etapa de mantenimiento e inspección, en el que los pozos se vacían de agua progresivamente durante un período de dos días, lo que da como resultado una presión de agua externa variable a lo largo de la tubería de conducción. Para el diseño se asumió una carga de presión externa de 75 m en los primeros 24 m desde la caverna de la casa de máquinas, mientras que se tomó una presión externa de 100 m para el resto de la tubería.
El espesor óptimo de la tubería de acero para el revestimiento de la galería forzada se determinó en función de los resultados de las siguientes tres comprobaciones: manipulación y transporte, presión de agua interna, y presión externa/pandeo.
Las comprobaciones ante la presión interna se llevaron a cabo, principalmente, mediante cálculos analíticos. También se utilizó el software Strand7 para evaluar el efecto de los casos de carga que no se pueden tener en cuenta fácilmente mediante herramientas analíticas, por ejemplo, la carga de la válvula de retención intermedia y la forma enroscada de la tubería de carga cerca de la válvula de retención intermedia, donde se esperaban concentraciones de tensiones debido a la geometría inusual del elemento.
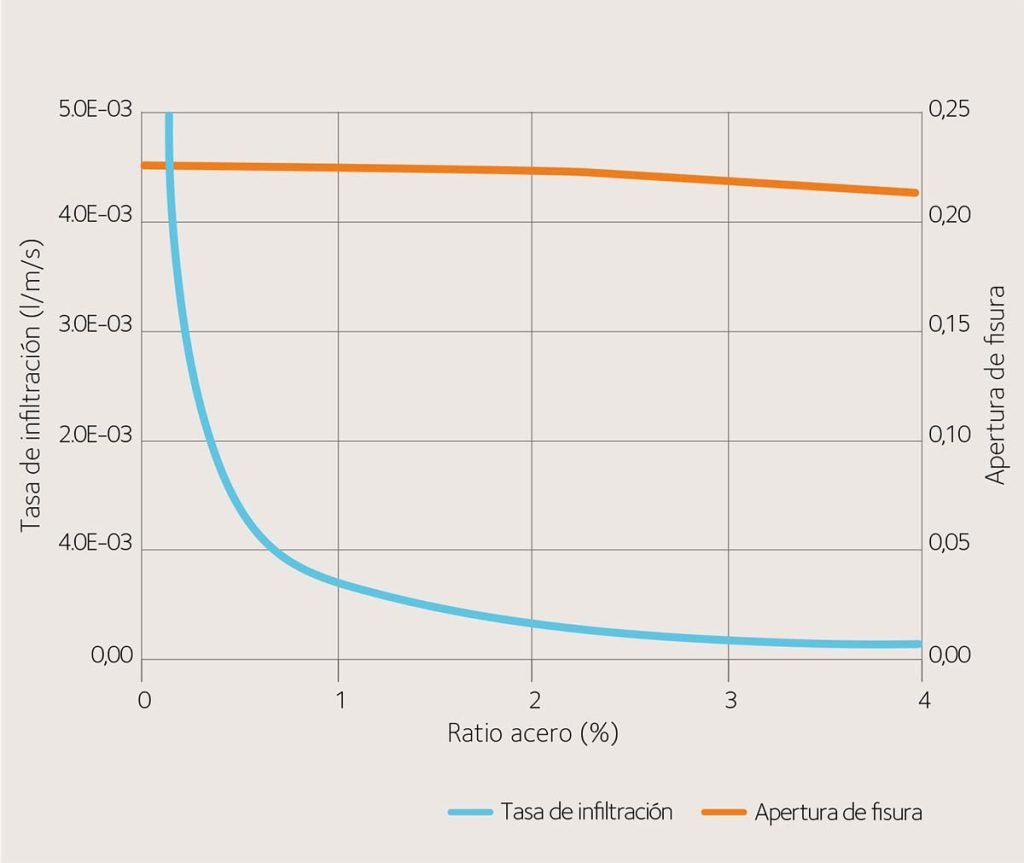
Espesor mínimo de blindaje requerido para distintos casos de carga basados en cálculos analíticos
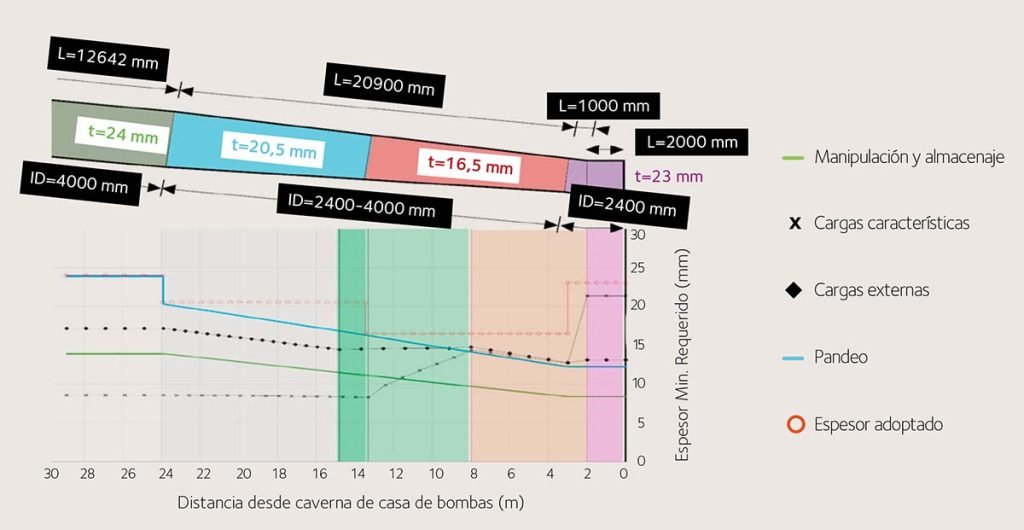
La imagen de arriba muestra los requisitos del espesor de acero para la verificación ante la presión interna, pandeo, y manipulación y transporte, a lo largo de la tubería de carga. Los puntos rojos de la figura señalan el espesor mínimo considerado para la tubería de acero, observándose cómo se garantizan en todo el desarrollo de la misma los requezrimientos para las tres condiciones.
Conclusiones
El proyecto de Kidston constituye un ejemplo claro de cómo la ingeniería civil puede aportar soluciones sostenibles, eficientes y provechosas, dando respuesta a algunos de los desafíos actuales de la sociedad, por ejemplo, la restitución de un aprovechamiento minero.
La solución adoptada ha permitido la reducción de la huella de carbono de forma dual: por un lado, evitando el movimiento de tierras necesario para la restitución de las excavaciones, y por otro, mediante la conversión de un activo abandonado minero en un activo de generación de energía limpia, renovable y de almacenamiento.
De forma adicional, la implementación temprana en la etapa de diseño de herramientas digitales como el BIM, la modelización numérica en 3D y otros, junto con la integración en un único modelo común para todas las partes implicadas y fases del proyecto, ha permitido la detección temprana de inconsistencias y la inclusión de soluciones encaminadas a reducir costes, plazos y huella de carbono, a la vez que se mejora la seguridad global del proyecto y la coordinación de los diferentes agentes.
Finalmente, la metodología adoptada para el diseño del revestimiento de los pozos y las tuberías forzadas del sistema de almacenamiento de Kidston ha permitido obtener ahorros en el volumen de hormigón, en cuantías de acero y, por tanto, en costos y plazos.
Agradecimientos
Los autores agradecen a la UTE constructora McConnell Dowell y John Holland, y al desarrollador del activo GENEX su constante apoyo y colaboración durante el desarrollo de la ejecución del diseñoy en la elaboración y presentación de este artículo.
Referencias
1
C.N. Onal, D. Litsas, C. Pound. Kidston Pumped Storage Scheme: Permanent waterway lining. The International Journal on Hydro-power and Dams, Hydro 2023, October 2023. Edinburgh, Scotland.
2
Benson, R.P. Design of Unlined and Lined Pressure Tunnels, Tunnelling and Under-ground Space Technology, Volume 4, Issue 2, Pages 155-170,1989.
3
Fernández, G. Behaviour of Pressure Tunnels and Guidelines for Liner Design, Journal of Geote-chnical Engineering, ASCE Vol. 120, Nº 10, 1994.